記録的な酷暑日による高温多湿
2023年夏は記録的な猛暑に見舞われ、弊社がある札幌市内も連日35℃を超える酷暑日が続き、不安定な気圧配置によって時々スコールのような大雨が降り、作業場の気温も35℃湿度70%以上の日が長く続きました。
これまで密閉された3Dプリント内でフィラメントを使用しておりましたが、昨今は基板の熱対策のため、仕様変更によりフィラメントが外気に暴露された状態になっております。その結果、フィラメントは外気の湿気を吸い取り、写真のような造形不良が起こるようになりました。

導入したフィラメントドライヤー

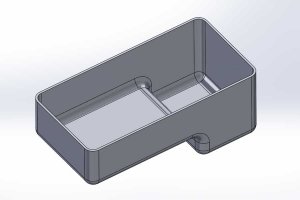
今回導入したフィラメントドライヤーは写真のものになります。内部にローラーが2本付いており、フィラメントリールがスムーズに回るようになっております。フィラメントの出口は左右二箇所ありますが、使用環境に合わせてお好みで選ぶことができます。しかし使用していない穴を塞ぐ蓋がないので、マスキングテープで穴を塞ぎました。(後で専用栓でも作ります)
同じメーカーのもので、タイマー付きのデジタルスイッチタイプのものもありましたが、なんとなくアナログの方が故障リスクが低いからと言う直感がありアナログタイプをチョイスしました。
各社いろいろ同じようなフィラメントドライヤーを販売しておりますが、サイズ感や最高温度等条件が良いもを選びました。中には、50度位しか上がらないものもあり、ABSを扱う上では、最低でも70度は必要と思っております。
使用インプレッション

付属のテフロンチューブをフィラメントドライヤーと3Dプリンター本体のノズル直前部分まで接続し、中にフィラメントを通します。長めのチューブなのでお好みの長さでカットすると良いでしょう。テフロンチューブですのでフィラメントとの摩擦が少なくスムーズに外気に暴露することなく搬送されます。弊社の3Dプリンターの場合はフィラメントドライヤーを上に載せるとちょうど良い感じです。フィラメントドライヤーの脚は滑りにくいゴム素材であるため、ドライブギアでフィラメントを引っ張ってもずれることはありません。
乾燥条件について


メーカーが推奨しているABS樹脂の乾燥条件は、60度で2時間ですが、この条件では絶対乾燥しません。個人的にABS樹脂の乾燥であれば80度は必要かと思いますがこのフィラメント乾燥機は最高温度が70度であるため、70℃で乾燥させます。
体感的には70度で6時間以上放置してやっと乾燥といった感じですので、朝から3Dプリントする場合は前の晩から乾燥をかけておくとちょうど良い感じでした。
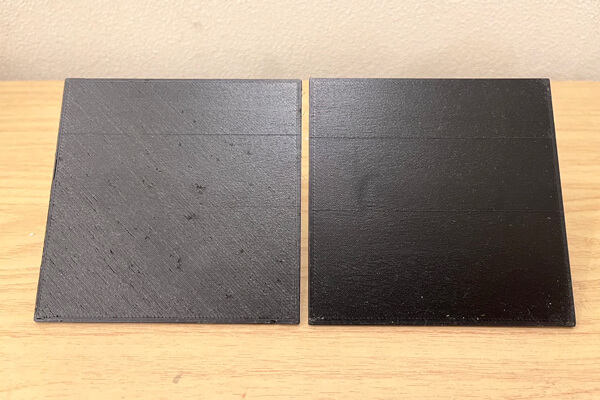
一番最初の写真の造形品と同じフィラメントを乾燥させた後の造形品が上の2枚の写真になります。フィラメントを乾燥させるとノズルでプチプチ音もなくなり、造形不良も起こらなくなり精度の高い造形ができるようになりました。
新品の真空状態パッケージでも湿気を吸っている
開けたての新品フィラメントは真空パックになっているため、湿気を吸っていないようにも思いますが、実際に造形してみると、若干造形不良が起きます。
写真、左は開封状態のフィラメントを乾燥させず、そのまま3Dプリントした造形品になります。右はフィラメントドライヤーを用いて70度で1日以上乾燥させた3Dプリント造形品になります。乾燥させていない方は、水分による造形不良が所々にありますが、乾燥させた方は造形不良のないきれいな面が出ています。
結論としてはフィラメントはやはり乾燥が必要です。プラスチック製品を大量生産する射出成型の現場においても、樹脂の乾燥は必ず行うため、高精度な造形を行うためには3Dプリンターフィラメントにも乾燥環境は必須かと思います。


{kind=link}