
プラダクシャナーとは
今回の台座はお釈迦様像が鎮座される重要な台座になります。寺院で使用される台座ですが、常設される台座ではなく五大行事の際、外にお釈迦様像をお祀りする際に使用する台座になります。
外にお祀りされたお釈迦様の周りを、竹線香、花、ロウソクを持って3周まわる儀式を行います。この儀式をプラダクシャナーといいます。今回の台座はプラダクシャナーの時に使用する専用台座ということでご注文頂きました。
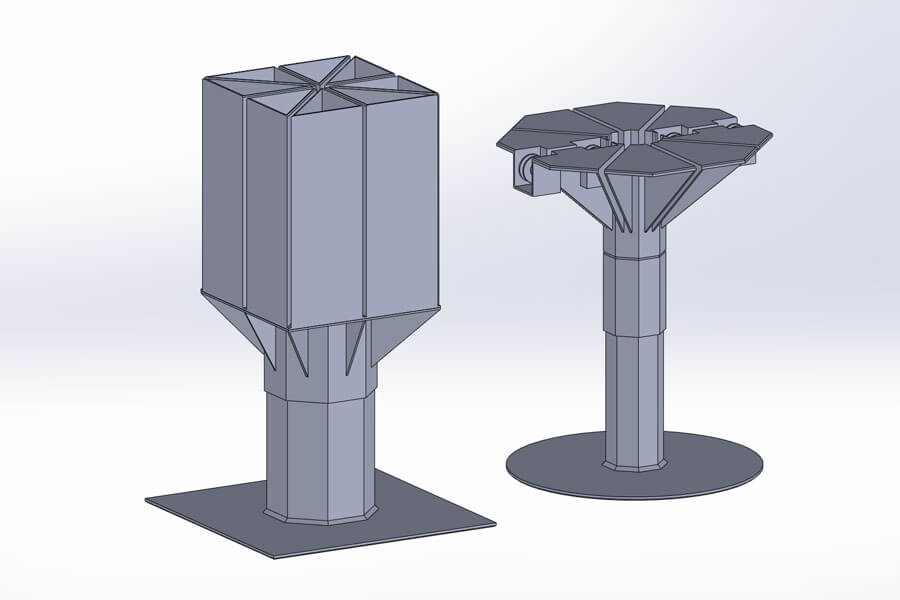
ラフモデリング
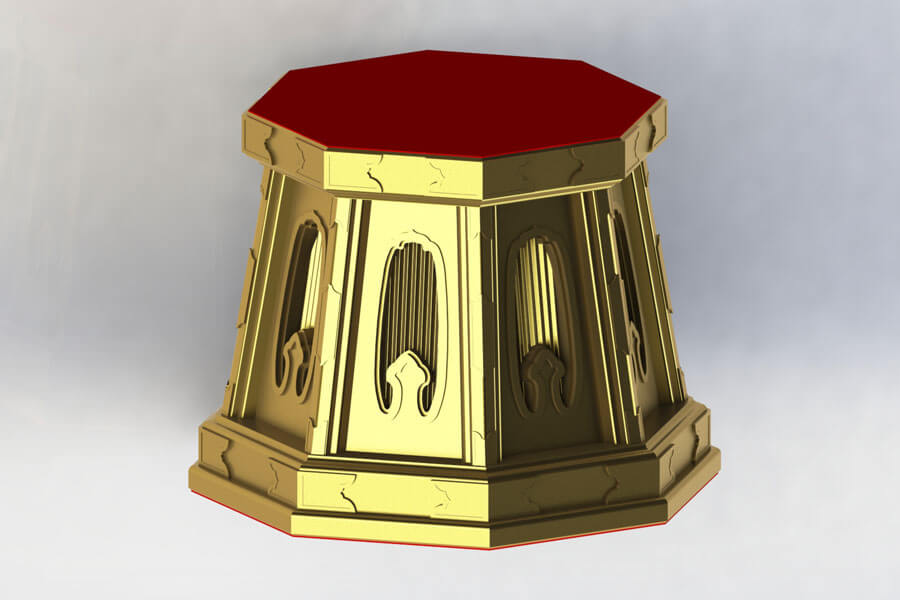
内部の詳細設計抜きにして、まずは外観のラフ設計を行います。今回も特別な仏像台座ということで、装飾デザインもイチから製作しますので、装飾部分はベースだけの仮の状態です。
大きさ決定し、細部には神の数値を使いつつ、全体のバランスを見て外観を決定していき、決定後は二次元の図面に落として、クライアント様寺院に見ていただき、修正点があれば修正し改良を施していきます。
サイズ的に弊社の3Dプリンターに入るサイズではないため、今回は2分割合体方式で製作します。3Dプリントにおける分割合体方式は、反り、歪み、収縮があるため、簡単な方式ではなくむしろ合体が難しくCAD上で設計した通りの組み立てができないのが普通です。しかしこの反り、歪み、収縮に対して長年の経験から対策していけるのが弊社の強みです。
そして前回の巨大水晶台座での成功事例から今回も装飾は全て金メッキを採用することに決定しました。塗装による金のボディーに、金メッキの装飾の組み合わせは、どうなるのか製作まえから楽しみな色の組み合わせでした。
詳細設計と装飾モデリング
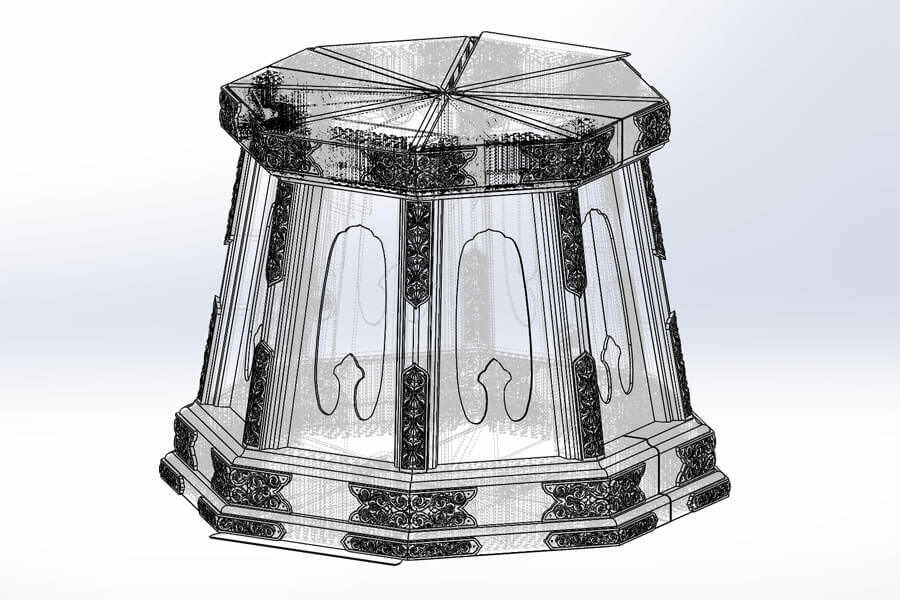
ラフ設計から内部の詳細設計に入りました。
前回の巨大水晶台座ではメインボディーを木工で製作したため、この作業は無かったのですが、今回は光造形3Dプリンターで製造するため、3Dプリンターに合わせた固有の設計を内部に詰め込みます。
内部設計は見えない部分の設計でありますが、非常に時間が必要です。この内部設計の良し悪しで3Dプリントの結果が大きく変わり、後処理の手間も変わってきます。それくらい3Dプリンターによる造形は癖があるのですが、長年のノウハウで全て対策が可能です。
装飾のモデリングにも多くの時間を費やしました。装飾のモデリング手法につきましては前回の「巨大水晶台座製作の記事」で紹介しましたので今回は割愛させていただきますが、前回と同じく弊社の装飾デザイナーがイチから装飾を手書きして3D化、パラメトリック3D-CADで合体させて全体のバランスや干渉チェックを行います。
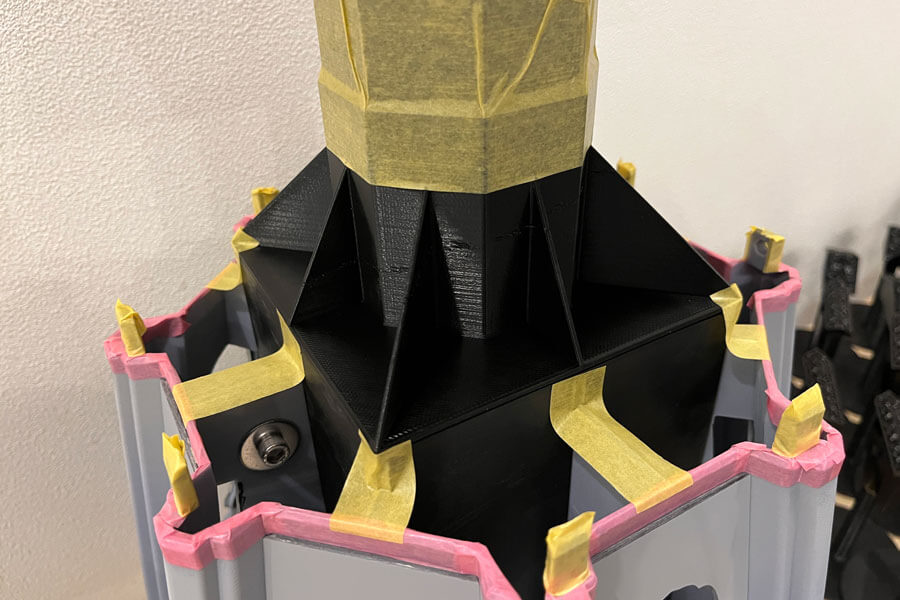
光造形によるメインボディー筐体製作

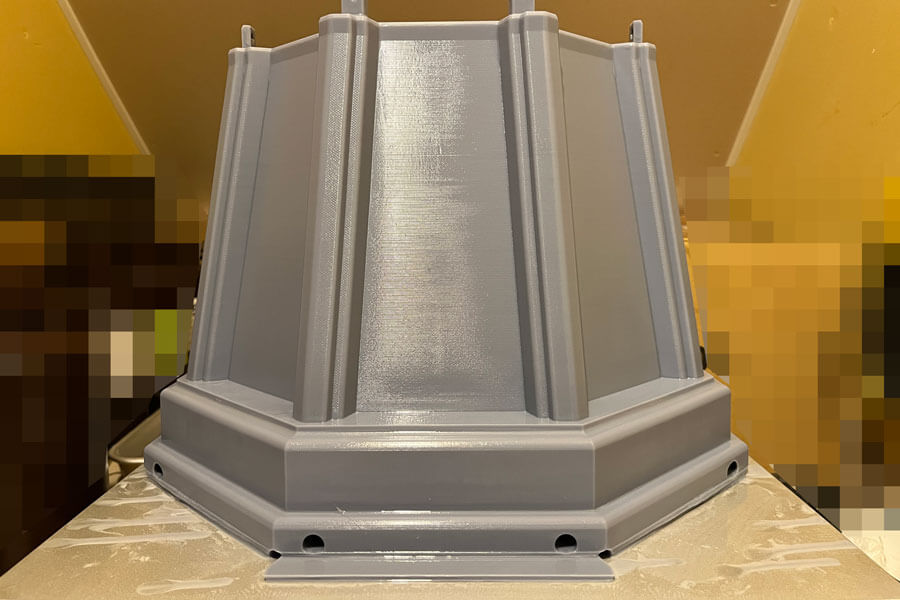
メインボディー筐体の3Dプリント完了時の写真です。見た感じ一体造形しているように見えますが、裏側半分はありませんので、もう一度同じ物を造形して、背中同士で接合して一体化させます。
写真の部品は下側のメインボディーで、この上に天板部品がのりますが、天板部品も2分割で造形して合体させるため、今回は大きく分けて4つのピースの部品で1つの台座を作るイメージです。接合は全てステンレスのボルトナットを使い、接合境界線は全てパテで平滑化します。

パテは最近よく使いますので、板金業界でよく使用されているイサムのパテを入手してみました。
イサム製品は、札幌市内の大手ホームセンター数種類を問い合わせても取り扱いがなかったため、商社に出向き業販で直接仕入れました。
今回は120番と180番の2種類を採用、120番は10mm以下の盛り量、180番は2mm以下の盛り量で使用するようです。今回は荒盛りを120番で行い、仕上げの巣穴埋めで180番を使うことにしました。ちなみに20mmくらい盛りたい場合は80番もありますし、それ以上盛りたい場合はファイバーパテという商品もあり、ラクーダパテシリーズは使用用途によってラインナップ豊富です。
ラクーダパテを初めて使用するので、探り探り使ってみましたが、印象としてはかなり粘度が低めのパテであると感じました。そして硬化速度が鬼のように速い。これまでは「パテ革命モリモリ」を使用してましたが、モリモリは粘度高めで壁に厚盛りしても垂れることはありませんでしたが、ラクーダパテは壁に厚盛りすれば垂れるレベルで粘度が低めです。
モリモリでは硬化に数時間かかりましたが、ラクーダパテは6分間くらいしか盛る時間がないため、パテを大量に作ってゆっくり盛り付けて作業することはできません。車の板金作業ではこの時間感覚は便利かもしれませんが、今回のような繊細な盛り付けには、かなり使いにくいパテという印象です。しかしながらパテとしての性能は非常に高く、少量パテを作って、盛ってを繰り返す作業は面倒ですが、盛り終わった直後から切削作業に入れるので、作業時間はかなり短縮できます。

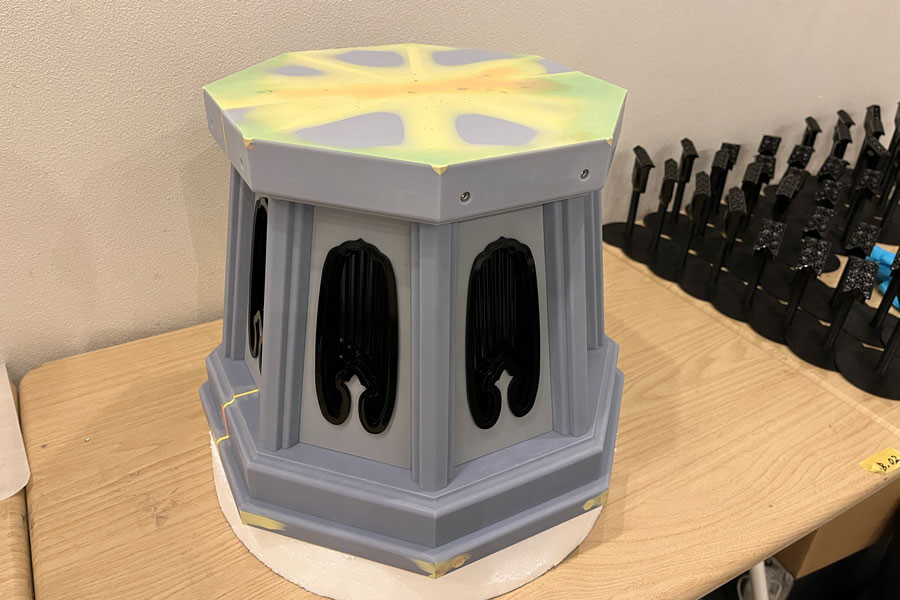
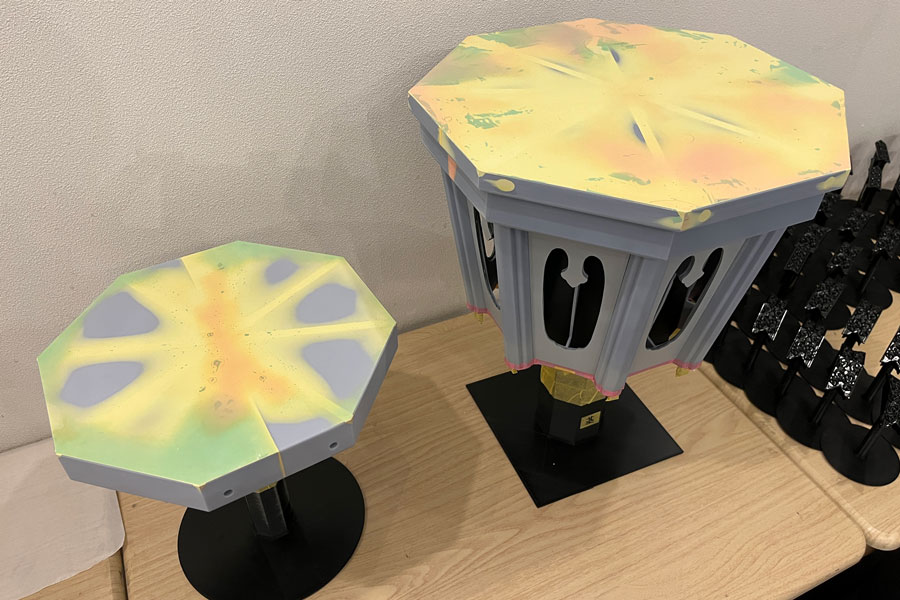
装飾の3Dプリントと洗浄作業、二次硬化作業、研磨処理が終わり、メインボディー筐体に仮合わせしている写真です。
未塗装の状態ではありますが、グレー色は形状確認しやすいので装飾の美しい凹凸が際立って確認できます。

側壁窓の穴あけ作業のために、ケガキ線を入れます。
普通に見れば穴を開けた状態で3Dプリントを行えば良いと思いますが、分かる人には分かる理由であえて穴を開けずに3Dプリントを行い、わざわざ手作業で穴を開けています。こうした判断も造形ノウハウなのです。
時間を費やした表面処理作業


パテ盛り&研磨作業の写真です。今回は120番2回、180番2回の合計4回盛りで仕上げております。
サーフェーサー塗装前の仮組みの様子です。
これから装飾を外注のメッキ工場でメッキするので、今のうちに装飾との嵌合を確かめます。
神は細部に宿る妥協しない職人のこだわり
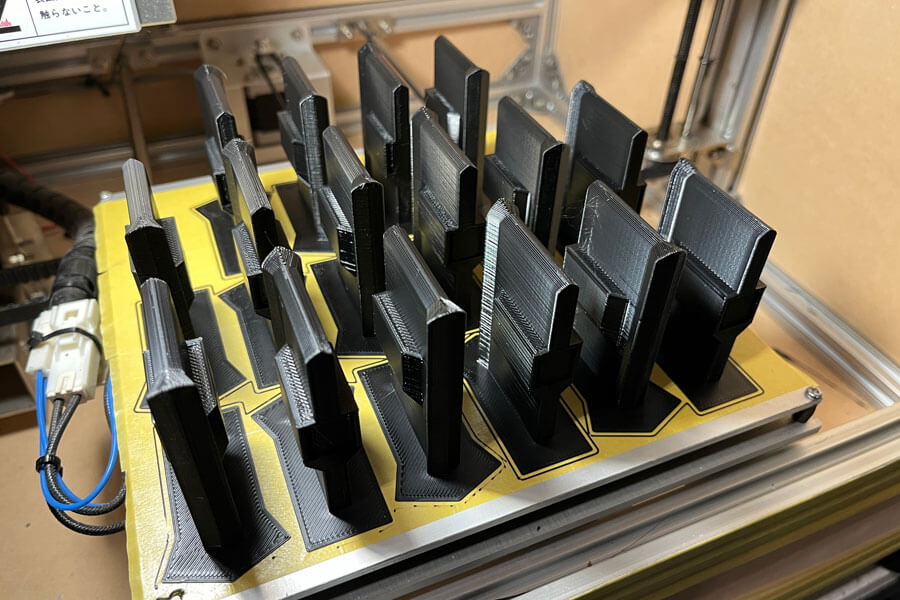
安定した状態で塗装できるように、専用の塗装治具を3Dプリントで作りました。大きさが大きいので、この治具を作るだけで数日かかったのは言うまでもありません。
実際に塗装物を装着した状態で逆さまにしても落ちないくらい、塗装中にどんな角度に振り回しても安定する治具を設計したため、塗装中の安心感が高いです。
通常1点物を製作するときは汎用塗装治具を使うのが定石ですが、特別な台座製作ですので、時間と費用度外視で専用治具を作りました。もちろん製作後は廃棄予定。
実際に塗装治具にのせた状態。
塗装中に治具が折れないようにリブを入れて強度を出しつつ可能な限り軽量化できるようにデザインしましたが、物が大きいので、片腕でこの大きな塗装物を持ちながら、スプレーガン塗装するのはなかなか筋力を必要とする作業でした。
特にウレタンクリア塗装は時間との勝負ですので、休憩を入れずに塗装し続けたのが、なかなか大変でした。

マスキングテープを使っての塗り分けは普段行わないのですが、今回は底面と天面に追加でウレタンクリアを追加塗装しています。
ちなみにこの面はスエード生地を貼り付けるので見えなくなる部分であるにも関わらず、こだわって塗装してしまうのが職人魂です。

そのスエード生地がこちらのウルトラスエードという高級車にも使われる100%人工レザーです。
日本版のアルカンターラといったところでしょうか、アルカンターラはイタリアですが、ウルトラスエードは日本の東レが製造する高級調人工皮革で、お値段もかなり高価です。
従来はフェルト生地を使用していましたが、前回巨大水晶台座製作の際に、木工業者がウルトラスエード紹介してくれまして、気に入ってしまったので以後特別な台座にはこのウルトラスエードを採用しています。
一番肝心な装飾製作

前回の巨大水晶台座同様、装飾は全て仏具金メッキを施します。
今回もメッキ部品は48点、細かな部品には全て専用の塗装治具を作り、下処理としてウレタンブックでツヤツヤに塗装してメッキ業者に送ります。

メッキ業者から戻ってきた装飾パーツ48点、今回は1発で完璧な状態のメッキが施されており、非の打ち所のない仕上がりに満足です。
組み立て作業

台座本体も金色になり、装飾も全て揃いましたので、あとは組み立てるだけです。
組み立ては簡単そうで正確な位置に取り付けるために、取り付け治具を製作し、嵌合調整が必要な部品もあり、それに伴う養生作業を加味すると組み立てだけで数日かかります。

この写真はまさに装飾の嵌合調整を行っています。ヤスリを使用しての切削作業があるため、細かく養生マスキングをしつつ作業しています。

3Dプリンターによる積層模様も、表面を金色&ウレタンクリアで閉じ込めることにより、装飾として扱えるレベルで綺麗な模様になります。

48個の装飾の内40個を取り付けて、残り8個の装飾を取り付ける前の状態。最終段階ですので緊張感のある作業です。

全ての装飾が取り付けられ完成しました。金色のメインボディーに金メッキの装飾の組み合わせも非常に相性が良く。塗装面の艶と、装飾の金メッキ光沢の相性は非常に良いです



専用のアクリルカバーも設計
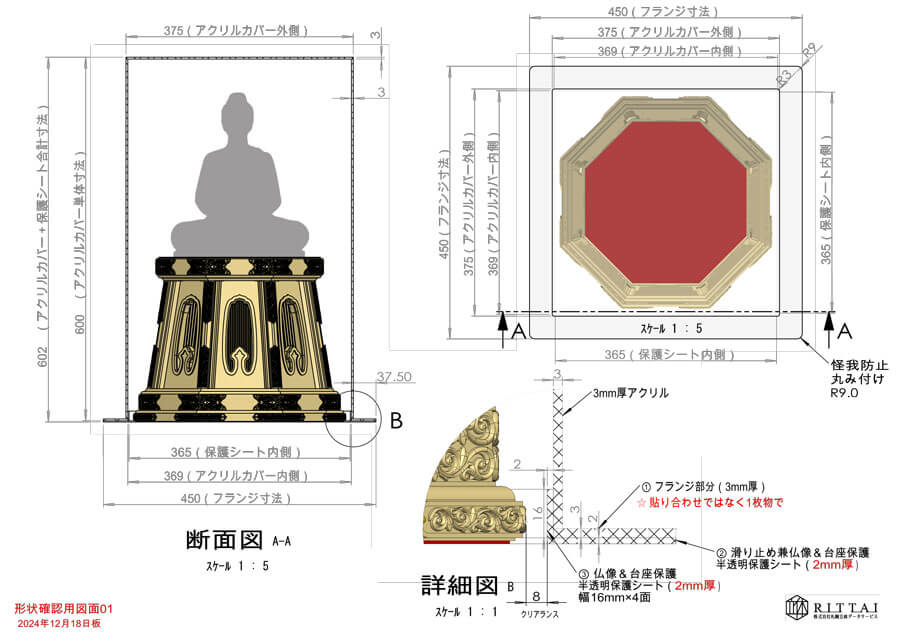
今回の台座は屋外で使用することを想定しているため、雨天時に台座に鎮座するお釈迦様像に雨風が当たらないように、専用のアクリルカバーも設計しました。
このカバーに関しては設計だけ弊社で行い、製造は外注のアクリル加工業者にオーダーして、2週間程度で完成。
実際に完成したケースは撮影を失念して、クライアント様へ発送してしまったため、実物画像はありませんが、きれいな仕上がりのアクリルカバーも無事納品できました。



{kind=link}