今回は光造形3Dプリントによる大量生産例をご紹介したいと思います。弊社事業紹介の3Dプリントの中にもあります通り、最近では3Dプリントした製品をそのまま販売モデルとして使用する事例が多く、以前のような試作品という位置づけではなく、完成品という扱いで3Dプリント品が使われつつあります。
3Dプリント品が完成品として使用される理由は、その表面精度の高さが挙げられると思います。金型に勝るとも劣らない表面品質、そして金型を使用しなくても、スローペースながら大量生産ができるので、弊社でもケース部品などの大量生産案件が増えております。
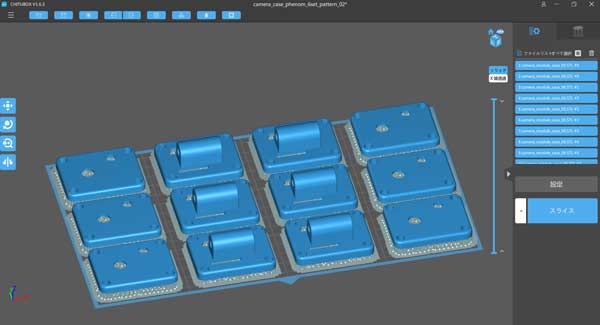
まず最初に3Dモデリングされたモデルデータをスライサーソフトの中に読み込みます。
スライサーソフトの中では光造形に必要な様々なパラメータを調整して最適な3Dプリント条件を設定していきます。

次に3Dプリンターの段取りとなります。使用するのは光造形機ですので、レジンタンクにレジンを投入します。約1000mlは常時入っている状態で3Dプリントしております。今回は黒色のレジンを使用し、使用前にドライヤーで温めております。
レジンは使用適正温度があり、その範囲内で使用すれば特に問題ないのですが、弊社では温度高めにして、尚且PHENOMの庫内を改造しMOAI用のヒーターを入れて常に庫内が30℃以上になるように調整されております。
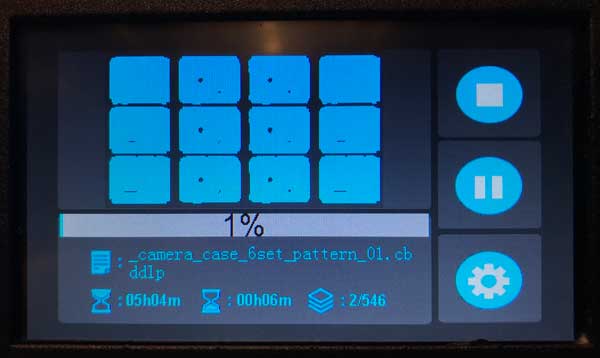
3Dプリンターの操作画面になります。進捗状況の確認、トータルで何層プリントされ、現在何層目なのか確認できます。

3Dプリント完了直後の造形品です。レジンにドブ漬け状態から釣り上げられていますので、造形品は油でドロドロ状態です。

ビルドテーブルを3Dプリンターから外した状態です。全てサポート構造を介してビルドテーブルに接着されている状態です。

3Dプリント作業を繰り返し、大量生産を行います。ここで重要なのが造形品を光に当てず暗いところで保管しておくことです。直射日光に当たってしまうと、表面に付着した液状のレジンまで硬化してしまいますし、製品自体も二次硬化を起こして変形してしまいます。

表面に付着したレジンを洗浄します。洗浄にはイソプロピルアルコール(以下IPA)を使い表面を刷毛などでやさしく洗います。
写真右側が荒取り用IPA、写真左側が仕上げ用のIPA、ある程度汚れたら洗浄能力が低下しますので、新しいIPAに入れ替えて繰り返し使います。
IPAを使用する時は換気をしっかり行いながら、防毒マスクをつけながら行います。

最終的に仕上げ用のきれいなIPAで洗浄し、IPAを最後に水などで洗い流して洗浄終了です。

前述で二次硬化という言葉が出たように、造形後に更に硬化します。ですので写真のように組み合わせて使用する部品は、固定ボルトなどで固定した状態で二次硬化させると、後から部品同士の不一致を防ぐことができます。
平坦な面がある場合は、100%平坦にはならず、若干の反りはどうしても発生してしまいます。光造形での変形を嫌う場合、従来の熱溶解積層方式3Dプリントも組み合わせつつ、お客様の仕様を満たす製品づくりを行っております。
3Dプリントに関することはお気軽に弊社までお問い合わせください。

{kind=link}