前回に引き続き今回も光造形3Dプリンターに関する記事になります。昨今低価格化している光造形3Dプリンターは小型機だけではなく、大型機も同じです。一昔前であれば同サイズで500万円以上、無駄に年間100万円程度の保守契約が必要なものしかなかった大判光造形3Dプリンターの世界にも価格破壊が起きております。今回は大判光造形3Dプリンターの代表格であるPEOPOLY PHENOMの設置ブログになります。
さすがに大きい3Dプリンター総重量45k超え

出典:PEOPOLY PHENOM

出典:PEOPOLY MOAI200
大型機の候補としては、同じPeopoly社のPHENOMとMOAI200で迷いましたが、DLP方式とレーザー方式ならDLPの方がXYの大きさに依存しないですし、ビルドプレートの表面がPHENOMの方が綺麗だったため、今回はPHENOMを選択しました。
MOAI200はY200mmの広さが魅力的です。しかしMOAI200のビルドプレートは大きな穴がたくさん開いており、造形物にそのまま転写されるのが嫌でした。



2020年3月上旬にPHENOMをオーダーしたのですが、コロナの関係で納期が1ヶ月遅れまして、それに加えて、オペレーターの長期出張と重なり、開梱は4月の下旬頃になってしまいました。
設置場所まで3Dプリンターを台車で運んだのはこれが初めてです。45kgありますので、下手に作業すると腰を痛めてしまいます。
操作画面は小型機のMARSと全く同じ


そしてPHENOMの使いやすいところは、小型機のMARSと操作画面が全く一緒なので、MARSに慣れている人であれば、説明書は不要です。まずは小型機であるMARSで光造形の導入を学んだ後にPHENOMへステップアップすると簡単に光造形3Dプリントを習得できるかもしれません。

スライサーソフトであるCHITUBOXもMARSと共用で使用できます。
プリンターは複数台登録できますので、MARSとPHENOMを切り替えて使っています。これまでMARSの造形範囲画面に慣れていたので6倍以上の面積があるPHENOMの造形範囲が広すぎて驚きます。
ビルドプレートの初期不良

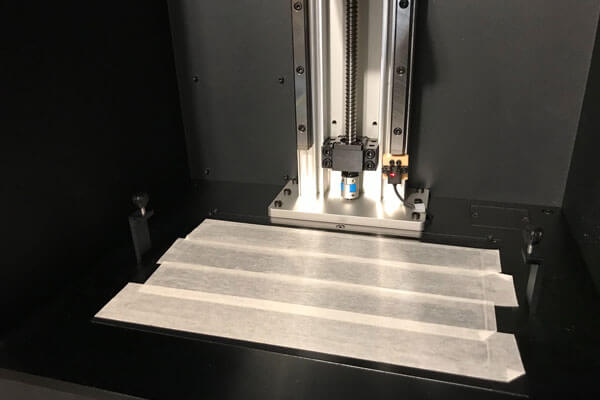
テストプリントとして、XY造形範囲を確認すべく大きなものを3Dプリントしてみたところ、真ん中は正常に3Dプリントされるのですが、Y軸の端だけがなぜか3Dプリントがうまくいかず、ビルドプレートではなく、FEPフェルム側に固まったレジンが残ってしまう現象が多発しました。
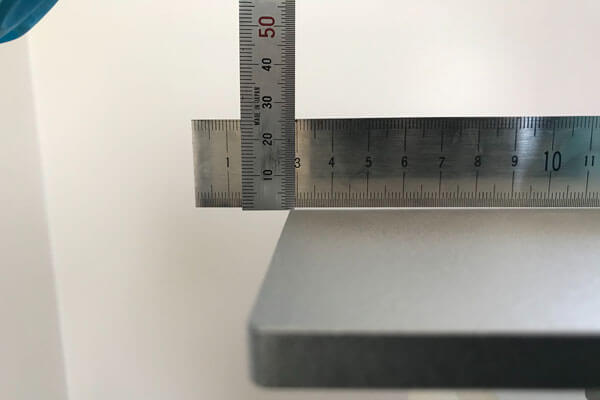
そこで一旦ビルドプレートを外してスケールを当ててみると、写真の通りありえないくらいプレートが反っているのです。
目視でもハッキリ隙間が見えます。ダイヤルゲージで正確に計測はしていませんが、スケール目で0.8mmは隙間がある感じでした。積層ピッチが0.05mmですので、これだけ反りがあれば正常に造形されるはずがありません。
輸入代理店から海外メーカーへ問い合わせしてくれましたが、海外から驚愕の回答が届きました。
「反っていて正常」
海外メーカーは初期不良を認めず部品交換にも応じませんでした。日本でこの品質は絶対にありえません。板金工場のベンダーを借りて反りを修正しようかとも思いましたが、0.05mmピッチの造形で使える程の平行度をベンダーで出す自信がなく、仕方がなくビルドプレートだけ買い直すことにしました。
大型機とは言え、低価格3Dプリンターですので、ビルドプレートも低価格11,000円で追加購入可能です。商社の3Dプリンターなら確実に10万円コースですね。
UVレジンは適正温度で使用するべし
結局の所、造形不良はビルドプレートの反りだけが原因ではなく、様々なパラメーター条件の不一致によって起こっていました。
大型の光造形3Dプリンターを使う上で重要なことは
- ビルドプレートに反りがないこと
- UVレジンを30℃くらいに温めて使う(ボトルに入ったレジンを湯煎するか、造形BOX内を温める)
- 初期層の露光時間を物凄く長くする
以上に尽きます。再購入したビルドプレートは輸入代理店さんに発送前点検として、反りがないか検品してもらいました。そして輸入代理店さんからのアドバイスで、UVレジンを温めて適正温度で使うことと、初期層の露光時間思いっきり長くすることを教えてもらい、そこから自分なりに色々とパラメータをアレンジしてようやく失敗ない完璧な光造形を行うことができるようになりました。
小型光造形3Dプリンターは簡単に使用できるかと思いますが、大型光造形3Dプリンターは自己研究が必要となります。
PHENOMの場合初期状態では庫内にヒーターなどの保温機能は一切ありません。

MOAI用のヒーターを庫内に改造設置しました。サーモセンサーにより27℃以下になると35℃になるまで加熱してくれます。
仕上がりはさすが光造形
今のところ大きな造形品は、実案件でいくつも製作して、その表面の高精細さに大変満足しておりますが、機密保持の関係でブログでお見せできる物がないので、また別の機会にお見せしたいと思います。
それにしても本当に大きな物が高精細に造形できる、これまでFDMでは造形不可能だった細かな模様までクッキリハッキリ細かくプリントできるので、3Dプリントの品質レベルが格段に上がりました。
光造形3Dプリントのパラメータで重要なところを説明してきましたが、細かなところではまだまだ多くのパラメータ設定がありますし、光造形独特の癖のために、3Dモデルの一部に一工夫を入れる作業などもあります。
熱溶解積層方式同様、3Dプリントには多くの技術的ノウハウと経験値が必要ということになります。
弊社ではコロナウィルスのおかげでできた時間を有効活用し、光造形3Dプリント技術向上のためパラメータの研究を長時間行いました。
大型機小型機問わず光造形3Dプリンターを導入する際は弊社で全力サポートいたしますので、お気軽にお問い合わせください。
{kind=link}