いつもお世話になっている株式会社札幌メカトロニクスさんでMF-2000を導入して以来、まるで自社の3Dプリンターであるかのように使用させて頂いております。
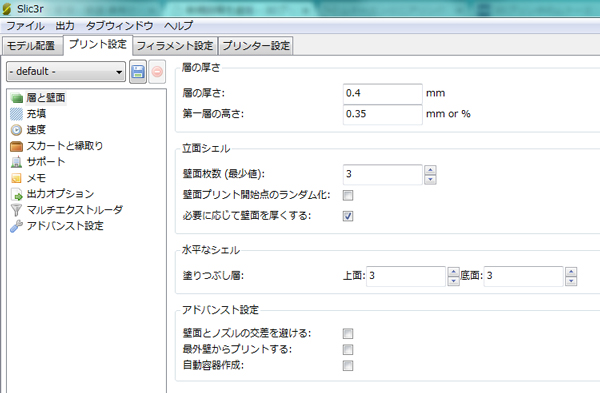
ムトーエンジニアリング社製の熱溶解積層法式3Dプリンターには必ずスライサーソフトとしてSlic3rが入っています。しかしこのSlic3rの造形精度があまり良くなく、特に薄い物とか内部の埋め方が下手だったりします。
せっかく高性能なMFシリーズのハードがあるのにソフトのせいでハードの性能を殺してしまっていると言っても過言ではありません。
そこで以前ブログでも紹介しましたように弊社ではMF-1050、MF-2000に対して「KISSlicer」というスライサーを使用しています。このKISSlicerを使うことによりMFシリーズは驚くべき潜在能力を発揮します。実際にMF-1050を使用しているユーザーさんがSlic3rを使って試行錯誤して結局あきらめた3Dプリントも、KISSlicerを使ってできるようになったり、いままで埋まらなかった微妙な形状もしっかり樹脂が充填され設計通りの形状に3Dプリントできるようなった例があります。
本日はKISSlicerの使い方は全て割愛させて頂きます。MF-2000をシングルヘッドで使用することを前提に、KISSlicerで吐き出したGコードをMF-2000で使う際のコツを弊社流に紹介したいと思います。
※全て自己責任でお願いします。
※責任は一切負いません。
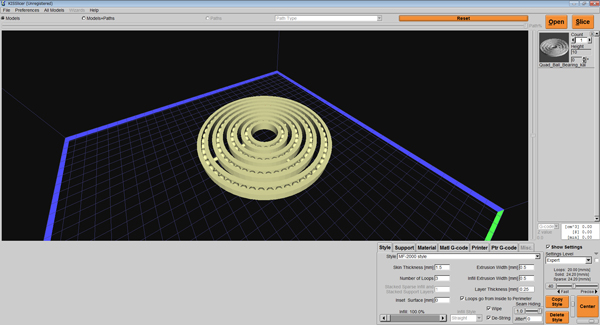
まず普通にKISSlicerを使ってモデルデータからGコードデータを作成します。
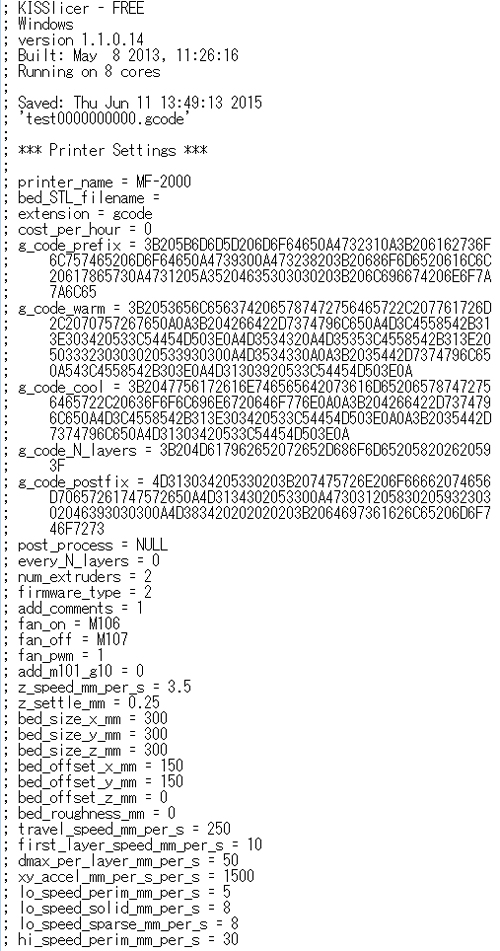
行の先頭に;(セミコロン)が付いている部分は全てコメントですので無視してOKです。
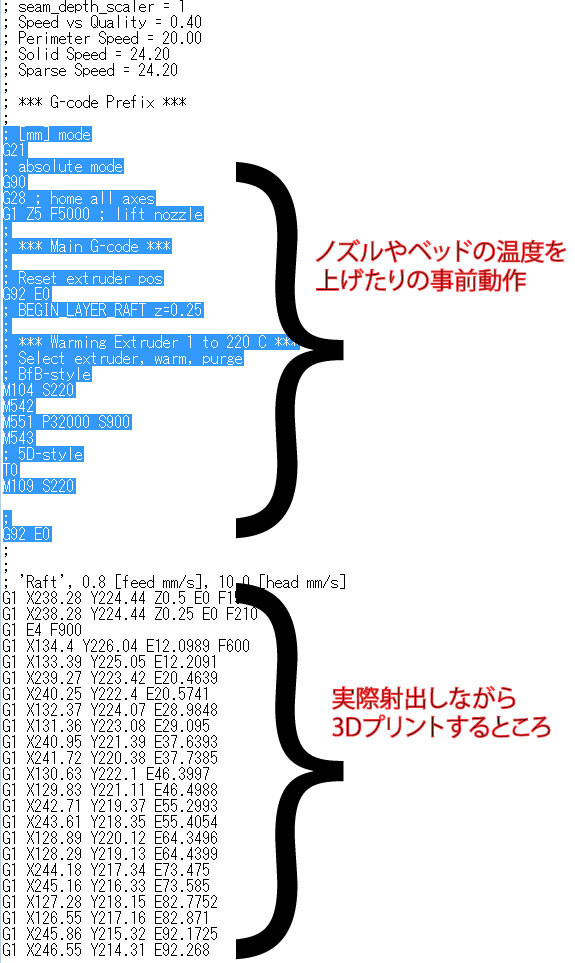
問題は青く選択されている部分です。ココをSlic3rで生成されたものにすり替えます。
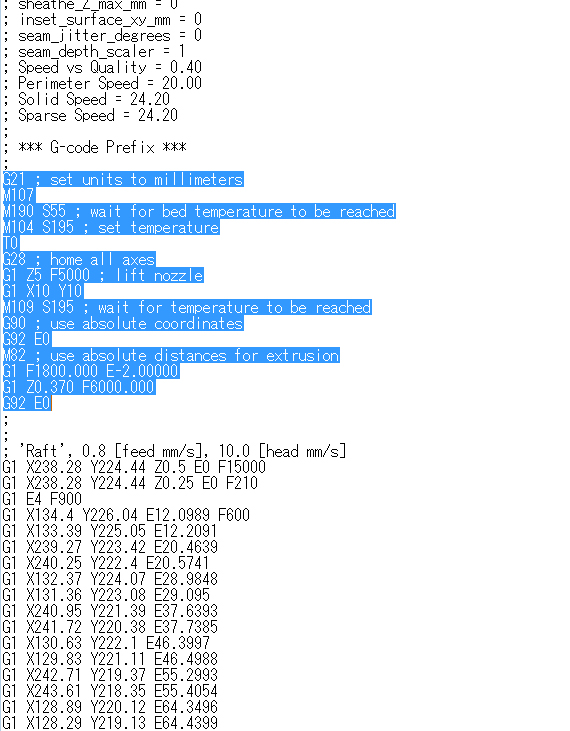
Slic3rの該当部分を貼り付けるだけ。慣れればか簡単です。
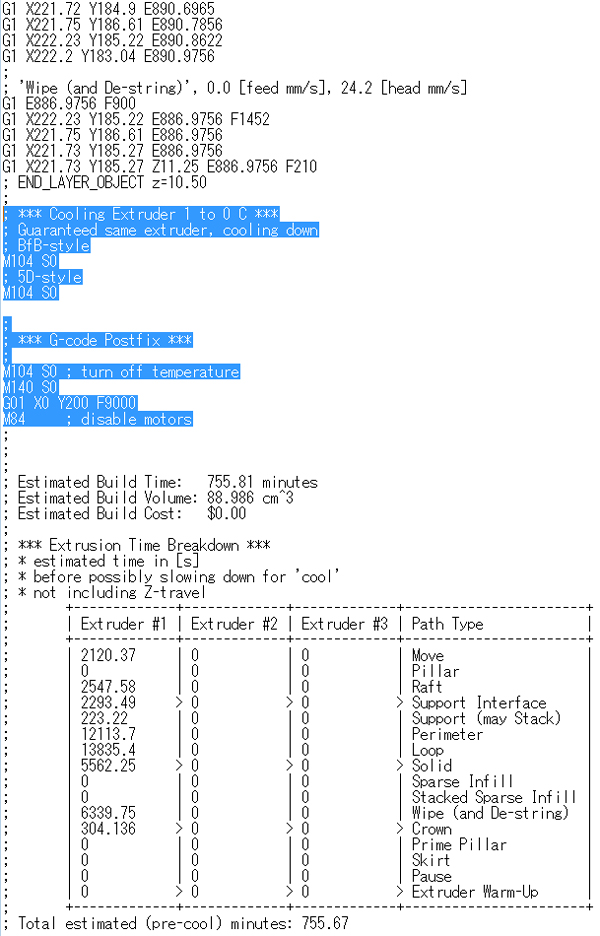
次に末尾の部分です。青く選択されている所を書き換えます。
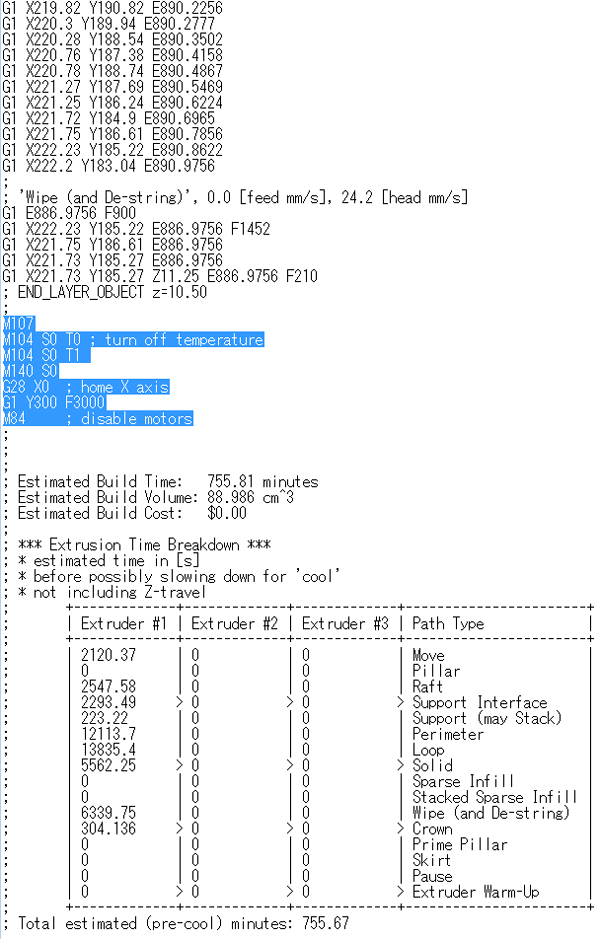
末尾も同様に書き換えるとこんな感じです。
こうすることによりGコードコードやMコードを全く知らなくても、KISSlicerで作ったGコードを使いつつ、初動と終動だけSlic3rと同じ動きに変更することができます。
つまりメーカーが推奨する初動をしつつ、実際の走り方は高精度という一挙両得的プログラムが完成するわけです。
MF-2000の場合PVAを使ってサポート材料を出しつつモデルを3Dプリントしていくこともできますが、KISSlicerでも同様のプログラムを組むことができるはずです。まだそこまで使いこなしておりませんので、そこはまた機会がありましたら紹介したいと思います。
KISSlicerのGコード設定を変更すれば上記のコピペもしなくて良いかもしれませんが、恥ずかしながらイマイチそこの設定が不明なので無難にコピペしているだけです。もしこの辺の改善点をご存じの方がいらっしゃいましたらご教授ください。